







SWZ1000C FINCM Trabo-Prilaboranta Ŝtalo 3D CNC-Borilo por H-Trabo




| NE. | Parametra nomo | Unuo | Parametra valoro | Rimarko | |||
| 1 | Amplekso de laborpeco | Sekcia ŝtalo | mm | 150x75~1000x500 |
| ||
| 2 | Dikeco | mm | ≤80 |
| |||
| 3 | Longo | m | 15 metroj | Agordu laŭ klienta postulo | |||
| 4 | Mallonga materiala limo | mm | Aŭtomata prilaborado ≥3000 |
| |||
| Mana prilaborado: 690~3000 | |||||||
| 5 | ĉefa akso | Kvanto |
| 3 |
| ||
| 6 | bortruo Areo | Fiksa flanko, movebla flanko | mm | ¢12~¢26.5 |
| ||
| Meza unuo | mm | ¢12~¢33.5 |
| ||||
| 7 | Spindela rapido | rivoluoj/minuto | 180~560 |
| |||
| 8 | Ŝanĝu la kartan kapon rapide | / | Morsa konustruo 3#、4# | Povas ŝanĝiĝi al 2# | |||
| 9 | Aksa bato | Fiksa flanko, movebla flanko | mm | 140 |
| ||
| Meza unuo | mm | 325 |
| ||||
| 10 | Aksa furaĝorapideco | mm/min | 20~300 |
| |||
|
| Movanta distanco | Ĉiu spindelo estas en la direkto de materiala longo | mm | 520 |
| ||
| 11 | Ambaŭ flankoj de la spindelo en la supren kaj malsupren direkto | mm | 35~470 | De la malsupra ebeno de la laborpeco | |||
| 12 | La meza unuo estas en la direkto de la larĝo de la materialo | mm | 45~910 | De la datuma flanko | |||
| 13 | Malvarmigreĝimo | Kunpremita aero + tranĉfluido | / | / |
| ||
| Aerpremo | Mpa | ≥0.5 |
| ||||
| 14 | Maŝinado precizeco | Eraro de apuda truo-interspaco en truo-grupo | mm | ≤0.5 |
| ||
| Manĝiga eraro ene de 10 m longo | mm | ≤1 |
| ||||
| 15 | Elektra maŝinara potenco | Trifaza asinkrona motoro por spindela rotacio | kW | 4x3 | Nombro de spindeloj 3 | ||
| 16 | Meza unuo X-aksa servomotoro | kW | 1.0 |
| |||
| 17 | Z-aksa servomotoro de meza unuo | kW | 1.5 |
| |||
| 18 | Fiksa flanko kaj movebla flanko X-aksa servomotoro | kW | 1.0x2 |
| |||
| 19 | Fiksa flanko kaj movebla flanko Y-aksa servomotoro | kW | 1.5x2 |
| |||
| 20 | Movanta kaleŝo trifaza asinkrona motoro | kW | 0.55 |
| |||
| 21 |
| Super dimensio | mm | Ĉirkaŭ 4400×2400×3500 |
| ||
| 22 | Pezo | kg | Ĉirkaŭ 6000 |
| |||
elektra sistemo
1). PLC estas uzata por kontroli la poziciigon de ĉiu CNC-akso, materialan detekton kaj boradon kaj aliajn maŝinajn agojn. La PLC-kontrolsistemo realigas altrapidan prilaboradon kaj plibonigas la respondrapidon de la sistemo.
2). La CNC-nutra aparato (nutra ĉaro) uzas plenan fermitan buklan kontrolon por certigi la nutran precizecon dum longdistanca nutrado; aliaj poziciigaj CNC-aksoj uzas duonfermitan buklan kontrolon por certigi la poziciigan precizecon kaj stabilecon de la maŝinilo.
3). Realtempa monitorada funkcio.
4). Diversaj metodoj por programado de materialoj.
5). Grafika ekranfunkcio.
1. Tri aŭtomataj borkapoj estas instalitaj respektive sur tri NC-glitblokoj por horizontala kaj vertikala borado. La tri borkapoj povas funkcii sendepende aŭ samtempe.
2. La spindelrapideco de ĉiu borkapo estas kontrolata per frekvenckonvertilo kaj senŝtupe agordita; la furaĝrapideco estas senŝtupe agordita per rapidregula valvo, kiu povas esti rapide agordita en granda gamo laŭ la materialo kaj diametro de la bortruo.
3. La materialo estas fiksita per hidraŭlika fiksa mekanismo.


4. La maŝino estas ekipita per detektilo de la larĝo de la materialo kaj la alto de la reto, kiu povas aŭtomate kompensi la maŝinadan eraron kaŭzitan de la neregula konturo de la materialo, kaj plibonigi la maŝinadan precizecon.
5. La maŝino estas ekipita per aerosola malvarmiga sistemo, kiu havas la avantaĝojn de malpli da malvarmiga konsumo, kostŝparo kaj malpli da peceto-eluziĝo.
| NE. | Nomo | Marko | Lando |
| 1 | Lineara gvidrelo | HIWIN/CSK | Tajvano (Ĉinio) |
| 2 | Elektromagneta hidraŭlika valvo | ATOS/JUKEN | Italio/Japanio |
| 3 | Hidraŭlika pumpilo | Nur marku | Tajvano (Ĉinio) |
| 4 | Servomotoro | Panasonics | Japanio |
| 5 | Servoŝoforo | Panasonics | Japanio |
| 6 | PLC | MITSUBISHI | Japanio |
| 7 | Ŝpruca malvarmiga pumpilo | BIĴURO | Usono |
| 8 | Fleksebla plilongiga ajuto | BIĴURO | Usono |
| 9 | Pneŭmatika solenoida valvo | AIRTAC | Tajvano (Ĉinio) |
| 10 | Centraligita lubrikado | HERG/BIJUR | Japanio/Usono |
| 11 | Komputilo | Lenovo | Ĉinio |
Noto: La supre menciita estas nia fiksa provizanto. Ĝi povas esti anstataŭigita per samkvalitaj komponantoj de alia marko se la supre menciita provizanto ne povas liveri la komponantojn pro iu ajn speciala afero.

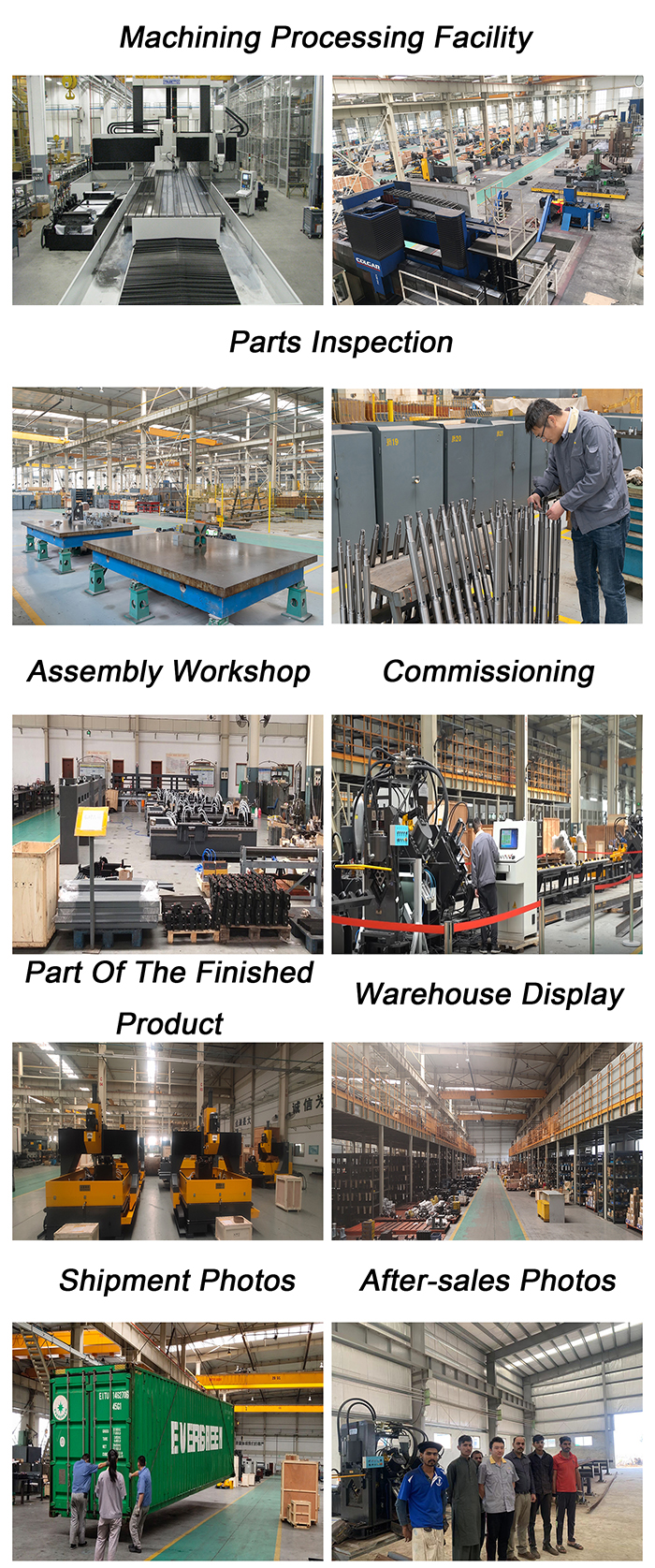


Nia firmao fabrikas CNC-maŝinojn por prilabori diversajn ŝtalajn profilojn, kiel ekzemple angulajn stangajn profilojn, H-trabojn/U-kanalojn kaj ŝtalajn platojn.
| Komerca Tipo | Fabrikisto, Komerca Firmao | Lando / Regiono | Ŝandongo, Ĉinio |
| Ĉefaj Produktoj | CNC-Angula Linio/CNC-Traba Borado-Segmaŝino/CNC-Platbormaŝino, CNC-Plattrumaŝino | Proprieto | Privata Posedanto |
| Totalaj dungitoj | 201 – 300 homoj | Totala Jara Enspezo | Konfidenca |
| Jaro Establita | 1998 | Atestoj (2) | |
| Produktaj Atestoj | - | Patentoj (4) | |
| Varmarkoj (1) | Ĉefaj Merkatoj |
|
| Fabrika Grandeco | 50.000-100.000 kvadrataj metroj |
| Fabrika Lando/Regiono | N-ro 2222, Century Avenue, Altteknologia Disvolva Zono, Jinan Urbo, Ŝandongo Provinco, Ĉinio |
| Nombro da Produktadlinioj | 7 |
| Kontrakta Produktado | OEM-Servo Ofertita, Dezajna Servo Ofertita, Aĉetanta Etikedo Ofertita |
| Jara Produktaĵa Valoro | 10 milionoj da usonaj dolaroj – 50 milionoj da usonaj dolaroj |
| Fabrika Grandeco | 50.000-100.000 kvadrataj metroj |
| Fabrika Lando/Regiono | N-ro 2222, Century Avenue, Altteknologia Disvolva Zono, Jinan Urbo, Ŝandongo Provinco, Ĉinio |
| Nombro da Produktadlinioj | 7 |
| Kontrakta Produktado | OEM-Servo Ofertita, Dezajna Servo Ofertita, Aĉetanta Etikedo Ofertita |
| Jara Produktaĵa Valoro | 10 milionoj da usonaj dolaroj – 50 milionoj da usonaj dolaroj |
| Parolata lingvo | Angla |
| Nombro da dungitoj en la komerca departemento | 6-10 homoj |
| Meza Limtempo | 90 |
| Registra Numero de Eksporta Permesilo | 04640822 |
| Totala Jara Enspezo | konfidenca |
| Totala Eksporta Enspezo | konfidenca |





