







Ŝtala Struktura Trabo Borado kaj Segado Kombinita Maŝinlinio




| NO | Ero | Parametro | ||||||||
| DLS400 | DMS700 | DMS1206A | DMS1250 | |||||||
| 1 | Platograndeco | H-trabo | Retoalteco | 100mm~400mm | 150~700mm | 150~1250mm | 150~1250mm | |||
| 2 | Flanĝa larĝo | 75mm~300mm | 75~400mm | 75~600mm | ||||||
| 3 | Kanala ŝtalo | Alto | 126mm~400mm | 150~700mm | 150~1250mm | 126~400mm | ||||
| 4 | Krurolarĝo | 53mm~104mm | 75~200 milimetroj | 75~300mm | 53~104mm | |||||
| 5 | Minimuma daŭro de aŭtomata nutrado | 1500mm | 1500mm | |||||||
| 6 | Maksimuma manĝiga longo | 12000mm | 12000mm | |||||||
| 7 | Maksimuma pezo | 1500 kg | 1500 kg | |||||||
| 8 | Spindelo | Nombro de boradkapotoj | 3 | |||||||
| 9 | Nombro de spindeloj por borkapo | 3 | ||||||||
| 10 | Borada gamo de la kapŝraŭbo ambaŭflanke | ¢12.5mm~¢30mm | 12.5~30 milimetroj | |||||||
| 11 | Meza borada intervalo | ¢12.5mm~¢40mm | 12.5~40 milimetroj | |||||||
| 12 | Spindela rapido(RPM) | 180 rpm~560 rpm | 20~2000 rpm | 180~560 rivoluoj/minuto | ||||||
| 13 | Borilkrampoingformo | Morso N-ro 4 | ||||||||
| 14 | Aksa furaĝrapideco | 20mm/min-300mm/min | 20~300 mm/min | |||||||
| 15 | CNC-akso | CNC-nutradoAxis | Servomotora potenco | 4kw | 5kW | 4kw | ||||
| 16 | Maksimuma rapideco | 40 metroj/minuto | 20 metroj/minuto | 40 metroj/minuto | ||||||
| 17 | La supra unuo moviĝas horizontale | Servomotora potenco | 1.5kw | 1.5kw | ||||||
| 18 | Maksimuma rapideco | 10 metroj/minuto | 10 metroj/minuto | |||||||
| 19 | Fiksa flanko kaj movebla flanko moviĝas vertikale | Servomotora potenco | 1.5kw | 1.5 kW | ||||||
| 20 | Maksimuma rapideco | 10 metroj/minuto | 10 metroj/minuto | |||||||
| 21 | Gastiganta grandeco | 4377x1418x2772mm | 6000×2100×3400mm | 4377x1418x2772mm | ||||||
| 22 | Pezo de la gastiganto | 4300 kg | 7500 kg | 8500 kg | 4300 kg | |||||
| Ĉefaj teknikaj parametroj de segilo: | ||||||||||
| Platograndeco | Maksimumo | 500×400 mm | 700 × 400 mm | 1250 × 600 mm | 500×400 mm | |||||
| Minimumo | 150 mm × 75 mm | 500x 500mm | 100×75mm | |||||||
| Segiloingklingo | Diametro: 1,3 mm | Diametro: 1,3 mm Larĝo: 41 mm | Diametro: 1,6 mm Larĝo: 67mm | Diametro: 1,3 mm Larĝo: 41mm | ||||||
| Motora potenco | Ĉefa motoro | 5.5 kW | 7.5 kW | 15 kW | 5.5 kW | |||||
| Hidraŭlika | 2.2 kW | 2.2 kW | ||||||||
| Segilklingo lineara rapideco | 20~80 metroj/minuto | 20~80 metroj/minuto | ||||||||
| Segilklinga tranĉa furaĝa rapido | Programkontrolo | |||||||||
| Alto de la labortablo | 800 milimetroj | 800 milimetroj | ||||||||
| NO | KVANTO | DLS400 | DMS700 | DMS1206A | DMS1250 |
| 1 | 1 aro | Rula tablo por nutrado | Transversa kanalo de la nutra flanko | Transversa ŝarĝujo por nutrado de materialo | Rula tablo por nutrado |
| 2 | 1 aro | Manĝiga ĉareto | Rulila tablo por nutrado | Subtenaj rulpremiloj por nutrado | Manĝiga ĉareto |
| 3 | 1 aro | Tridimensia CNC-bormaŝino (SWZ400/9) | Manĝiga ĉareto | Manĝiga pinĉilo | Tridimensia CNC-bormaŝino (SWZ1250C) |
| 4 | 1 aro | Angula bendsegilo (DJ500) | BHD700 / 3 CNC 3D bormaŝino | Bormaŝino | Angula bendsegilo (DJ1250) |
| 5 | 1 aro | Rulanta tablo por subteno de elŝuto | M1250markilo | Segilo por tranĉado | Rulanta tablo por subteno de elŝuto |
| 6 | 1 aro | Elektraj sistemoj | DJ700 CNC-angula bendsegilo | Eligaj subtenaj rulpremiloj | Elektraj sistemoj |
| 7 | 1 aro | Malŝarĝa subtena rultablo | Elektra kontrolsistemo | ||
| 8 | 1 aro | elektra sistemo |
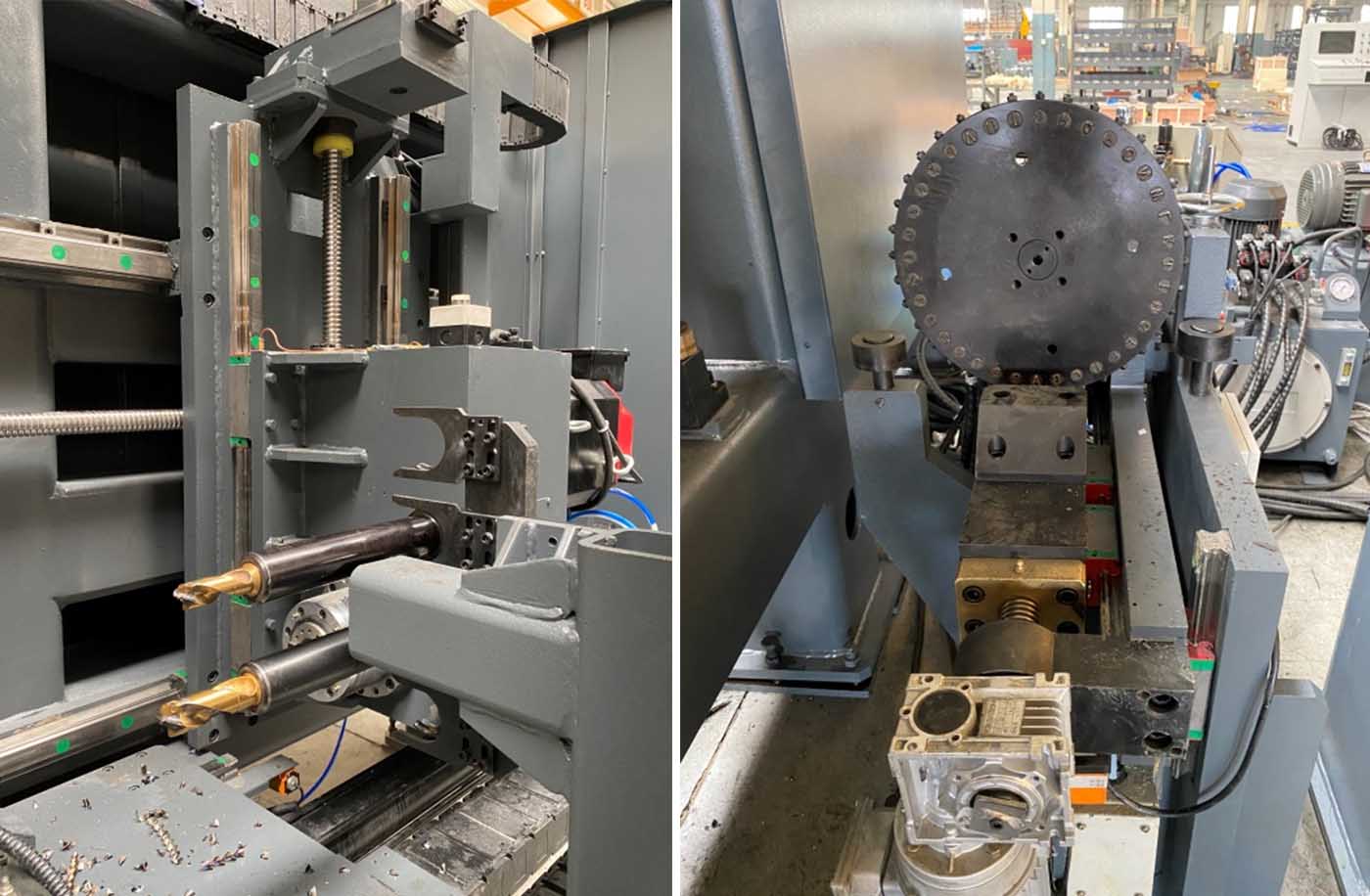
1. Fortika Maŝina Kadro-Korpo Fabrikita el forta veldita ŝtala plato kaj ŝtala profilo, post sufiĉa varmotraktada proceduro, kun sufiĉe bona rigideco kaj sufiĉe fidinda funkciado.
2. Alta laborprecizeco Tri CNC-aksoj Tre alta precizeco: La du flankaj spindeloj supren kaj malsupren moviĝas (la fiksa spindela flanko kaj la movebla spindela flanko) kaj la horizontala movado de la suprena flanko, la alta precizeco de ĉiuj 3 CNC-aksoj estas certigita per bonkvalita, mondfama lineara gvidrelo + AC-servomotoro + pilkŝraŭbo.

3. Aŭtomata mezurilo por la alteco de la trabaĵo kaj la larĝo de la flanĝo. La aŭtomata mezurilo por la alteco de la trabaĵo kaj la larĝo de la flanĝo povas kompensi la toleremon de la borado, se ekzistas, kaŭzitan de neregula konturo de la materiala profilo, kio certigas pli altan laborprecizecon.
4. Alta precizeco de la pozicio de la nutraĵmaterialo Ĉe la nutra portalo de la maŝino estas fotoelektra fokusa ŝaltilo, kiu rapide atingas la komparnormon ĉe la nutra direkto, kaj povas certigi tre altan precizecon de la pozicio de la nutraĵo eĉ post longa tempo de funkciado.

5. Altnivela oportuna elektra kontrola programaro La programaro povas aŭtomate krei prilaboran programon rekte legante la desegnaĵon (kun difinita formato), la funkciigisto nur bezonas simple enigi la materialan grandecon, sen komplika programeldono, kio estas tre oportuna por la funkciado de la maŝino, multe plibonigante la produktadan efikecon.
| Ne. | Nomo | Grupo | Lando |
| 1 | PLC | Inovo | Ĉinio |
| 2 | Linearaj gvidiloj | HIWIN/CSK | Tajvano |
| 3 | Servomotoro | Inovo | Ĉinio |
| 4 | Servila ŝoforo | Inovo | Ĉinio |
| 5 | Kontrola valvo | ATOS | Italio |
| 6 | Hidraŭlika valvo | ATOS/Juken | Italio |
| 7 | Hidraŭlika pumpilo | Justmark | Tajvano |
| 8 | Hidraŭlika valvo | Yuken/Justmark | Japanio/Tajvano |
| 9 | Linearaj gvidiloj | HIWIN/PMI | Tajvano |
| 10 | Bendsegilo | WIKUS/Renault | Germana/Usona |



Firmaa Mallonga Profilo  Fabrikaj Informoj
Fabrikaj Informoj  Jara Produktadkapacito
Jara Produktadkapacito  Komerca Kapablo
Komerca Kapablo 