



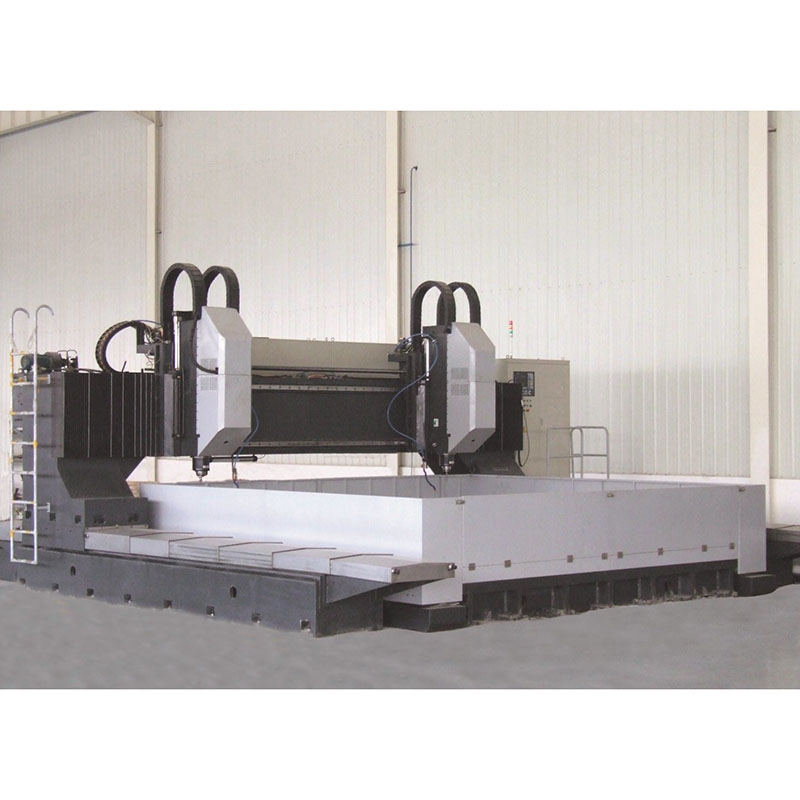



PLM Serio CNC Gantry movebla bormaŝino




| Item | Name | parametro | |||
| PLM3030-2 | PLM4040-2 | PLM5050A-2 | PLM6060-2 | ||
| Maksimuma maŝinadomaterialograndeco | Longo x larĝo | 3000*3000 milimetroj | 4000×4000 mm | 5000×5000 mm | 5000×5000 mm |
| Maksimuma prilaborita platdikeco | 250 milimetroj, Skalebla ĝis 380mm | ||||
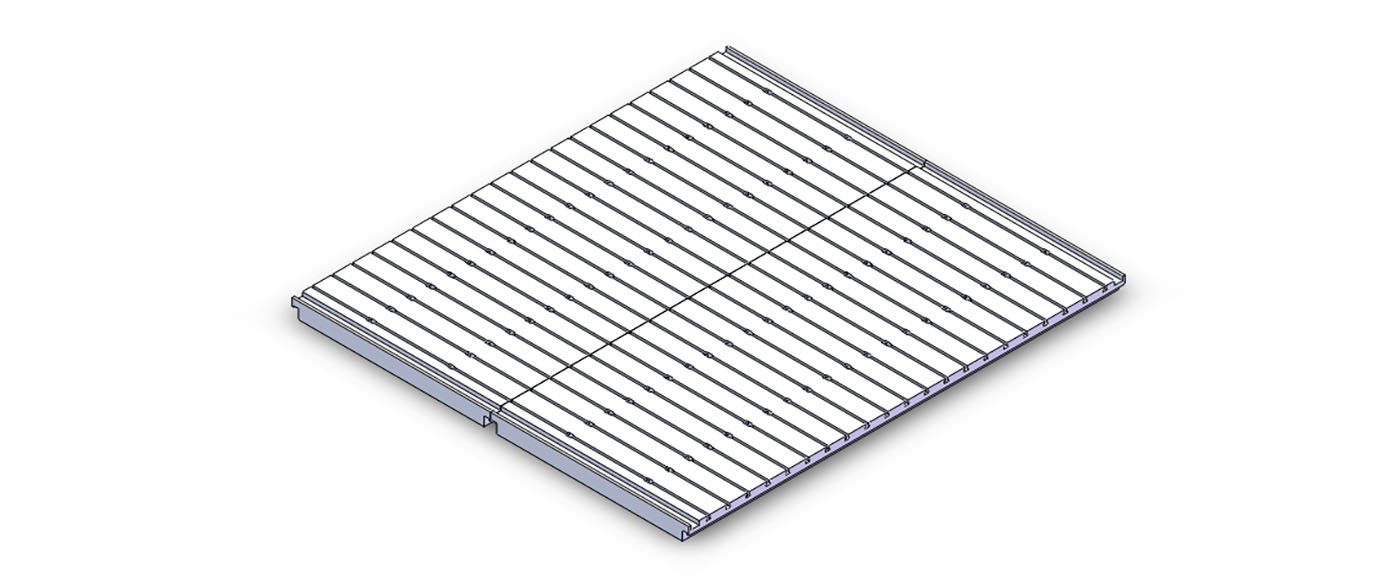
| Laborotablo | Laborbenka Grandeco | 3500×3000 mm | 4500×4000 mm | 5500×4000 mm | 5500×4000 mm |
| T-kanela larĝo | 28 milimetroj | ||||
| Lŝarĝportanta | 3tsuroj/㎡ | ||||
| BoradoSpindelo | Maksimumoboradotruodiametro | φ60 mm | |||
| Maksimuma proporciode Ilo-Longeco kontraŭ Truo-Diametro | ≤10(Kronokarbidoborilo) | ||||
| SpindeloRPM | 30-3000 rivoluoj/minuto | ||||
| Spindela konusforma | BT50 | ||||
| Spindela motora potenco | 2×22kW | ||||
| Maksimuma spindela tordmomanton≤750r/min | 280Nm | ||||
| Distanco de la malsupra fina faco despindeloal labortablo | 280—780 milimetroj (Adaptu laŭmaterialodikeco) | ||||
| Gantra longituda movado (x-akso) | Maksimuma bato | 3000 milimetroj | 4000 mm | 5000 mm | |
| Moviĝa rapido sur la X-akso | 0—8m/min | ||||
| X-aksa servomotora potenco | 2×2.7kW | ||||
| Ppoziciiga precizeco | X-akso、Y-akso | 0.06mm/ tutaapopleksio | 0.08mm/ tutaapopleksio | 0.10mm/ tutaapopleksio | |
| Ripetu poziciigantan precizecon | X-akso、Y-akso | 0.035mm/ tutaapopleksio | 0.04mm/ tutaapopleksio | 0.05mm/ tutaapopleksio | |
| Hidraŭlika sistemo | Premo / fluo de hidraŭlika pumpilo | 15MPa /25L/min | |||
| Potenco de la hidraŭlika pumpilo | 3.0 kW | ||||
| Pneŭmatika sistemo | Aerproviza premo | 0.5 milionojpa | |||
| Forigo kaj malvarmigo de ĉipoj | Tipo de ĉiptransportilo | Plata ĉeno | |||
| Nombro de ĉiptransportiloj | 2 | ||||
| Rapido de forigo de ĉipoj | 1m/min | ||||
| Potenco de la motoro de ĉiptransportilo | 2×0.75kW | ||||
| Malvarmigreĝimo | Interna malvarmigo + ekstera malvarmigo | ||||
| Maksimuma premo | 2MPa | ||||
| Maksimuma fluo | 2×50L/min | ||||
| elektra sistemo | CNC | Siemens 828D | |||
| CNCaksoNombro | 6 | ||||
| Totala motora potenco | Ĉirkaŭ 75 kW | ||||
| Entutaj dimensioj de maŝinilo | Longo × Larĝo × Alta | Pri 8m×8m×3m | Pri9m×9m×3m | Pri10m×10m×3m | Pri10m×10m×3m |
| Tuta pezo de maŝinilo | Ĉirkaŭ 32 tunoj | Pri40t | Pri48t | ||
1. Ĉi tiu maŝino konsistas ĉefe el lito kaj kolono, trabo kaj horizontala glita tablo, vertikala virŝafa borkesto, labortablo, ĉiztransportilo, hidraŭlika sistemo, pneŭmatika sistemo, malvarmiga sistemo, centralizita lubrika sistemo, elektra sistemo, ktp.

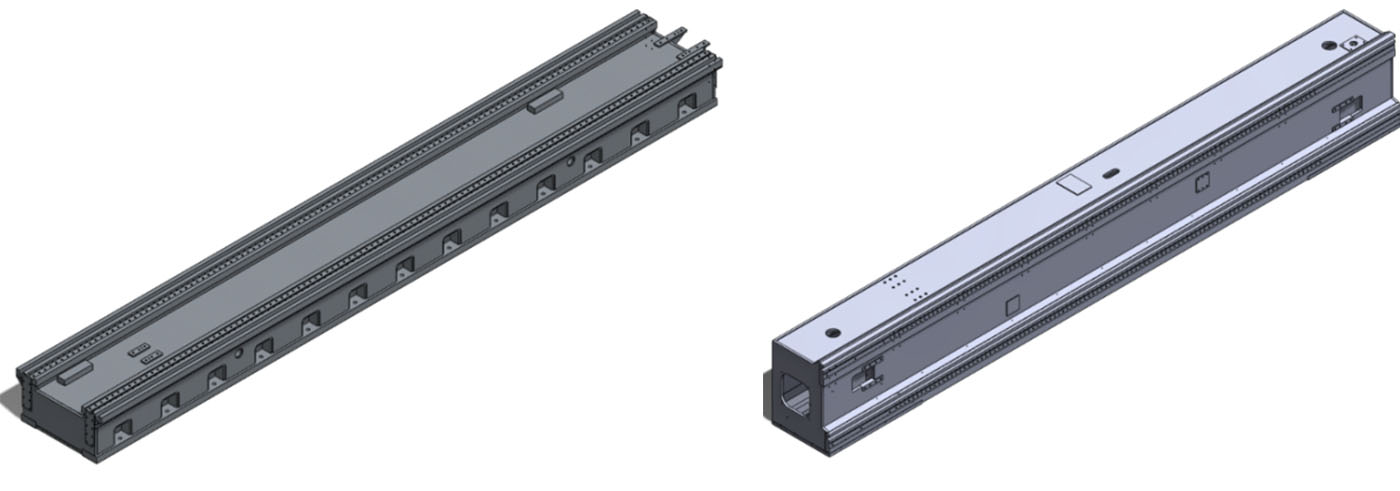
2. Alt-rigida lagrobazo, la lagro uzas alt-precizajn ŝraŭbajn specialajn lagrojn. La ekstra longa munta bazo certigas aksan rigidecon. La lagro estas antaŭ-streĉita per ŝlosnukso, kaj la plumbŝraŭbo estas antaŭ-streĉita. La streĉkvanto estas determinita laŭ la termika deformado kaj plilongigo de la plumbŝraŭbo por certigi, ke la poziciiga precizeco de la plumbŝraŭbo ne ŝanĝiĝas post temperaturaltiĝo.
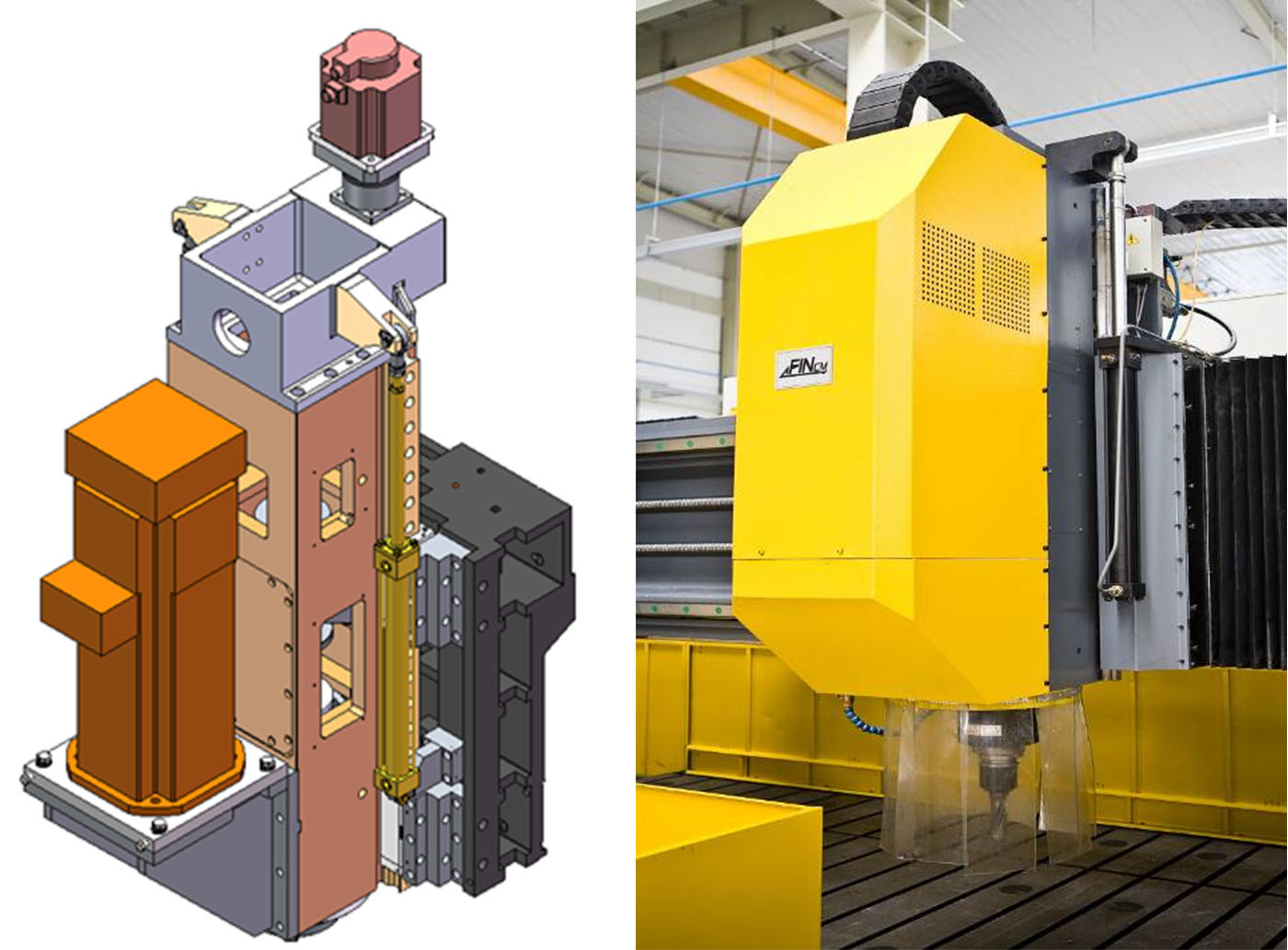
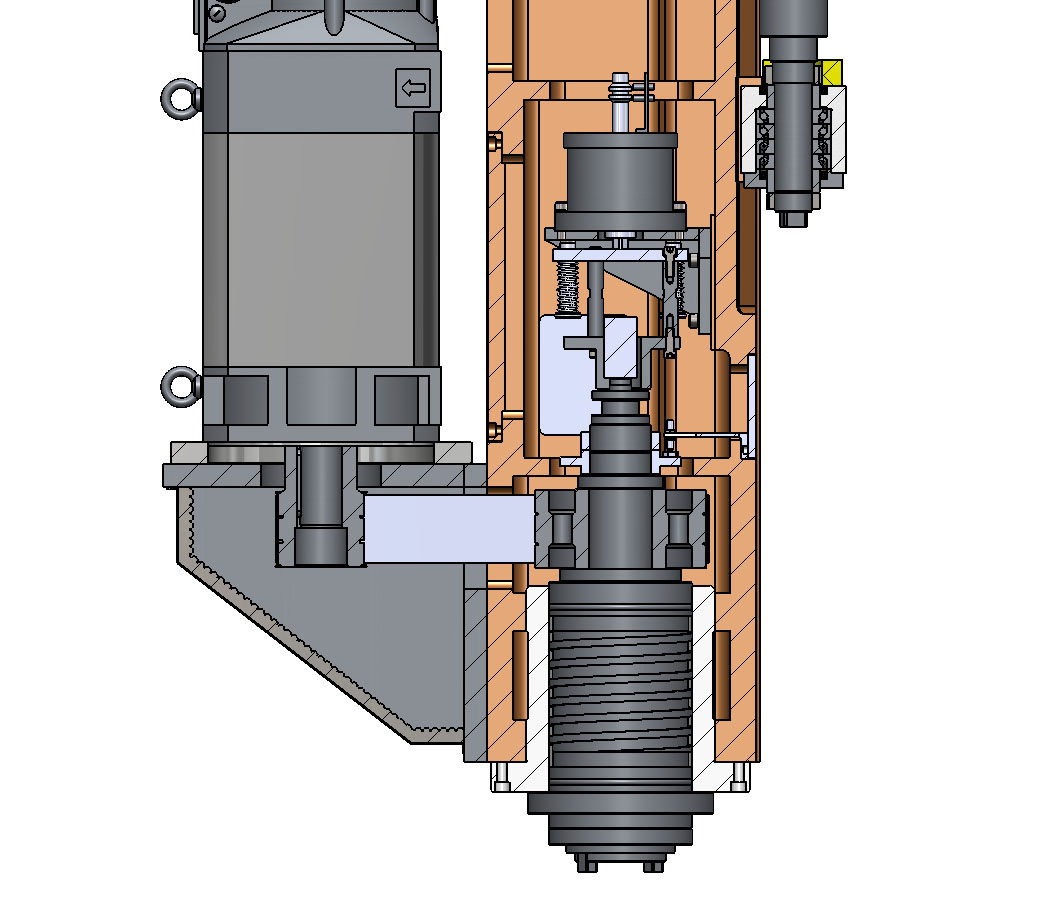
Borado kaj frezado potenca kapo
3. La vertikala (Z-aksa) movado de la potenca kapo estas gvidata de paro da liniaj rulgvidiloj aranĝitaj sur la virŝafo, kun bona gvidprecizeco, alta vibrorezisto kaj malalta frotokoeficiento. La pilkŝraŭba transmisio estas funkciigata de servomotoro tra preciza planeda reduktilo, kiu havas altan furaĝan forton.
4. Ĉi tiu maŝino uzas du platajn ĉenajn ĉiztransportilojn ambaŭflanke de la labortablo. Feraj ĉiztransportiloj kaj fridigaĵo estas kolektitaj en la ĉiztransportilo, kaj la feraj ĉiztransportiloj estas transportataj al la ĉiztransportilo, kio estas tre oportuna por forigo de ĉiztransportiloj; la fridigaĵo estas reciklita.
5. Ĉi tiu maŝino provizas du malvarmigajn metodojn — internan malvarmigon kaj eksteran malvarmigon, kiuj provizas sufiĉan lubrikadon kaj malvarmigon al la ilo kajmaterialodum tranĉado de ĉipoj, kiu pli bone garantias laboriloing kvalito. La malvarmiga skatolo estas ekipita per likva nivelo-detektaj kaj alarmaj komponantoj, kaj la norma malvarmiga premo estas 2MPa.
Preciza spindelo
6. La X-aksaj gvidreloj ambaŭflanke de la maŝino estas ekipitaj per protektaj kovriloj el neoksidebla ŝtalo, kaj la Y-aksaj gvidreloj estas ekipitaj per flekseblaj protektaj kovriloj ambaŭflanke.

Ĉiptransportilo
Malvarmiga aparato
Aŭtomata lubrika aparato
7. Ĉi tiu maŝino ankaŭ estas ekipita per fotoelektra randotrovilo por faciligi la poziciigon de cirkla plato.

Siemens CNC-Sistemo
| NE. | Nomo | Marko | Lando |
| 1 | Lineara gvidrelo | HIWIN aŭ PMI | Tajvano, Ĉinio |
| 2 | CNC-Kontrolsistemo | Siemens AG | Germanio |
| 3 | Servomotoro kaj ŝoforo | Siemens AG | Germanio |
| 4 | Preciza spindelo | KENTURN aŭ SPINTECH | Tajvano, Ĉinio |
| 5 | Hidraŭlika valvo | YUKEN AŬ Justmark | Japanio |
| 6 | Olepumpilo | Justmark | Tajvano, Ĉinio |
| 7 | Aŭtomata lubrika sistemo | BIJUR AŬ HERG | Usono aŭ Japanio |
| 8 | Butonoj, indikiloj kaj aliaj ĉefaj elektraj komponantoj | SCHBEIDER/ABB | Francio / Germanio |
Noto: La supre menciita estas nia norma provizanto. Ĝi povas esti anstataŭigita per samkvalitaj komponantoj de alia marko se la supre menciita provizanto ne povas liveri la komponantojn pro iu ajn speciala afero.



Firmaa Mallonga Profilo  Fabrikaj Informoj
Fabrikaj Informoj  Jara Produktadkapacito
Jara Produktadkapacito  Komerca Kapablo
Komerca Kapablo 
