







PLD2016 CNC-Borilo por Ŝtalaj Platoj




| Ero | Nomo | Valoro |
| Grandeco de plato | Dikeco de plato | Maksimume 100mm |
| Larĝo*Longo | 2000mm × 1600mm (Unu peco) | |
| 1600mm*1000mm (Du pecoj) | ||
| 1000mm × 800mm(Kvar pecoj) | ||
| Boradspindelo | Rapidŝanĝa borilĉuko | Morso 3#,4# |
| Diametro de borkapo | Φ12mm-Φ50mm | |
| La reĝimo de rapida alĝustigo | Senŝtupa rapido-alĝustigo de la transduktilo | |
| RPM | 120-560rpm | |
| Apopleksio | 180mm | |
| Hidraŭlika fiksado | Dikeco de fiksado | 15-100mm |
| Kvanto de fiksa cilindro | 12 pecoj | |
| Fiksa forto | 7.5kN | |
| Malvarmiga fluido | Reĝimo | Deviga ciklo |
| Motoro | Spindelo | 5.5 kW |
| Hidraŭlika pumpilo | 2.2 kW | |
| Motoro por forigo de ĉipoj | 0.75kW | |
| Malvarmiga pumpilo | 0.25kW | |
| Servosistemo de X-akso | 1.5 kW | |
| Servosistemo de Y-akso | 1.0 kW | |
| Totalaj dimensioj | L*W*H | Ĉirkaŭ 5183*2705*2856mm |
| Pezo (KG) | Ĉefa maŝino | Ĉirkaŭ 4500 kg |
| Aparato por Forigo de Rubpecoj | Ĉirkaŭ 800 kg | |
| Vojaĝado | X-akso | 2000mm |
| Y-akso | 1600mm |
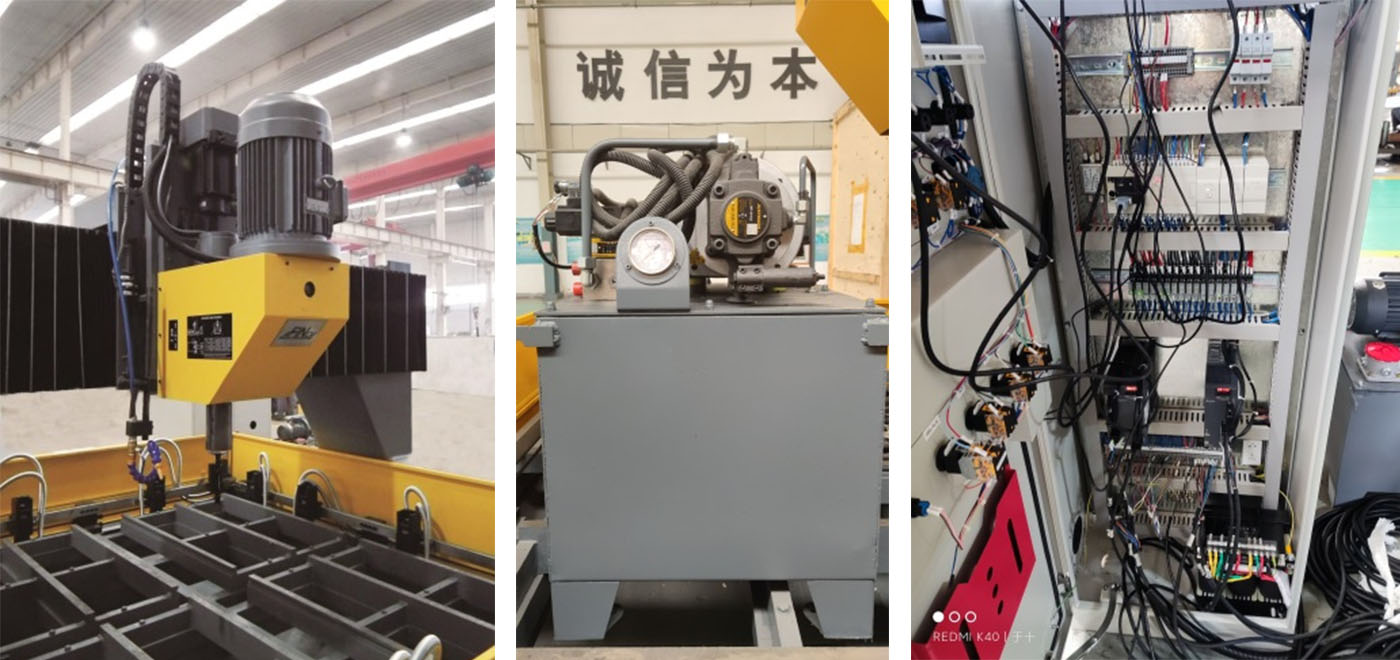
1. La maŝino konsistas ĉefe el lito (labortablo), gantro, borkapo, longituda glita platformo, hidraŭlika sistemo, elektra kontrolsistemo, centralizita lubrika sistemo, malvarmiga ĉipforiga sistemo, rapida ŝanĝa ĉuko ktp.
2. La gantrio moviĝas dum la lito estas fiksita. La platoj estas fiksitaj per la hidraŭlikaj krampoj, kiuj povas esti facile regataj per piedŝaltilo. La malgranda plato povas esti fiksita en kvar grupoj kune sur la anguloj de la labortablo por redukti la preparperiodon de produktado kaj signife plibonigi la efikecon.
3. La maŝino inkluzivas du CNC-aksojn, ĉiu el ĉiuj estas gvidata per altpreciza lineara rula gvidilo, funkciigata per AC-servomotoro kaj pilkŝraŭbo.
4. La maŝina celo adoptas hidraŭlikan aŭtomatan regadon de borada potenco, kiu estas la patentita teknologio de nia kompanio, sen bezono agordi iujn ajn parametrojn antaŭ uzo.
5. La maŝino uzas hidraŭlikan aŭtomatan regadon de borado, kio estas patentita teknologio de nia kompanio. Ne necesas agordi iujn ajn parametrojn antaŭ uzo. Per la kombinita ago de elektro-hidraŭlika sistemo, ĝi povas aŭtomate efektivigi la konverton de rapida antaŭeniro al rapida malantaŭeniro, kaj la operacio estas simpla kaj fidinda.

6. Ĉi tiu maŝina celo adoptas centralizitan lubrikadan sistemon anstataŭ mana operacio por certigi, ke la funkciaj partoj estas bone lubrikitaj, plibonigi la rendimenton de la maŝinilo kaj plilongigi ĝian servodaŭron.
7. La du metodoj de interna malvarmigo kaj ekstera malvarmigo certigas la efikon de malvarmigo de la borilo. La pecetoj povas esti aŭtomate ĵetitaj en la ŝutujon.
La stirsistemo uzas la pli altan komputilan programaron, kiu estas sendepende evoluigita de nia kompanio kaj kongruas kun la programebla regilo, kiu havas altan gradon de aŭtomatigo.
| NE. | Nomo | Marko | Lando |
| 1 | Lineara gvidrelo | CSK/HIWIN | Tajvano (Ĉinio) |
| 2 | Hidraŭlika pumpilo | Nur Marko | Tajvano (Ĉinio) |
| 3 | Elektromagneta valvo | Atos/JUKEN | Italio/Japanio |
| 4 | Servomotoro | Inovanceco | Ĉinio |
| 5 | Servoŝoforo | Inovanceco | Ĉinio |
| 6 | PLC | Inovanceco | Ĉinio |
| 7 | Komputilo | Lenovo | Ĉinio |
Noto: La supre menciita estas nia norma provizanto. Ĝi povas esti anstataŭigita per samkvalitaj komponantoj de alia marko se la supre menciita provizanto ne povas liveri la komponantojn pro iu ajn speciala afero.



Firmaa Mallonga Profilo  Fabrikaj Informoj
Fabrikaj Informoj  Jara Produktadkapacito
Jara Produktadkapacito  Komerca Kapablo
Komerca Kapablo 





