







PD16C Duobla Tablo Gantry Movebla CNC Plato Bormaŝino




| Ero | Parametra nomo | Parametra valoro |
| Platograndeco | Platointerkovro dikeco | Maks. 80mm |
| Larĝo*longo | 1000mm × 1650mm 1 peco | |
| 825mm × 1000mm 2-peca | ||
| 500mm × 825mm 3-peca | ||
| Borildiametro | Φ12mm-Φ50mm | |
| Metodo de varia rapideco | Senŝtupa rapidŝanĝilo de inversigilo | |
| Rotacia rapido(RPM) | 120-560 rpm | |
| Prilaboranta furaĝo | Hidraŭlika senŝtupa rapidreguligo | |
| Platofiksado | Fiksa dikeco | 15-80mm |
| Nombro de fiksaj cilindroj | 12个 | |
| Fiksa forto | 7.5 kn | |
| Motoro | Spindelmotoro | 5.5 kW |
| Hidraŭlika pumpilo motoro | 2.2 kW | |
| Ĉipa transportilo-motoro | 0.4 kW | |
| Malvarmiga pumpilo motoro | 0.25KW | |
| X-aksa servomotoro | 1.5 kW | |
| Y-aksa servomotoro | 1.0 kW | |
| Maŝina grandeco | Longo*larĝo*altecot | ĉirkaŭ 3160*3900*2780mm |
| Wight | Maŝino | ĉirkaŭ 4000 kg |
| Sistemo por forigo de ĉipoj | ĉirkaŭ 400 kg | |
| Apopleksio | X-akso | 1650mm |
| Y-akso | 1000mm |
1. Ĉi tiu maŝino konsistas ĉefe el lito, gantro, transpona tablo (duobla tablo), borkapo, hidraŭlika sistemo, kontrolsistemo, centralizita lubrika sistemo, pecetoforiga sistemo, malvarmiga sistemo, rapidŝanĝa ĉuko, ktp.
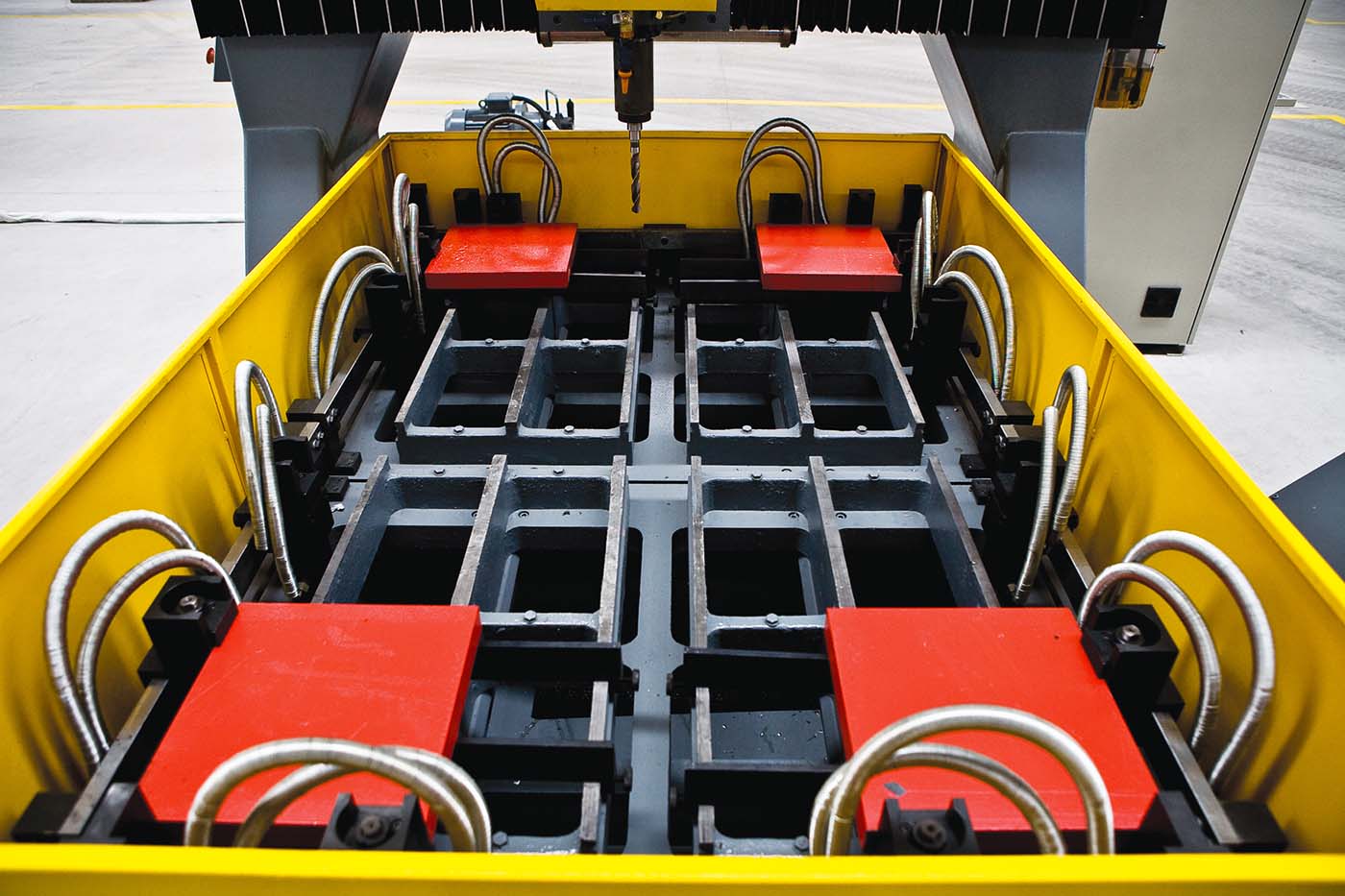
2. Ĉi tiu maŝino alprenas la formon de fiksa lito kaj movebla portiko. La portiko, lito kaj labortablo estas ĉiuj velditaj strukturoj, kaj post aĝiĝa traktado, la precizeco estas stabila. La plato estas fiksita per hidraŭlikaj krampoj, kaj la funkciigisto estas kontrolata per piedŝaltilo, kio estas oportuna kaj laborŝpara;


3. Ĉi tiu maŝino havas 2 CNC-aksojn: la movadon de la portiko (x-akso); la movadon de la borkapo sur la portikotrabo (y-akso). Ĉiu CNC-akso estas gvidata de preciza lineara rula gvidilo, kiu estas rekte movata per AC-servomotoro + pilkŝraŭbo. Fleksebla movado kaj preciza poziciigado.
4. La hidraŭlika aŭtomata borkapo estas patentita teknologio de nia kompanio. Ne necesas agordi iujn ajn parametrojn antaŭ uzo, kaj la konverto inter rapida antaŭeniro, antaŭeniro kaj rapida malantaŭeniro estas aŭtomate realigita per la kombinita ago de elektro-hidraŭlika sistemo.
5. Ĉi tiu maŝinilo adoptas centralizitan lubrikadan sistemon anstataŭ mana funkciigo por certigi, ke la funkciaj partoj estas bone lubrikitaj, plibonigi la rendimenton de la maŝinilo kaj plilongigi ĝian servodaŭron.
6. La stirprogramo uzas la pli altan komputilan programaron, kiu kongruas kun la programebla regilo sendepende disvolvita de nia kompanio.



Firmaa Mallonga Profilo  Fabrikaj Informoj
Fabrikaj Informoj  Jara Produktadkapacito
Jara Produktadkapacito  Komerca Kapablo
Komerca Kapablo 





